








高速銑削加工技術的應用認識,高速銑削的關鍵技術有哪些?你都了解嗎?
在制造行業,對高速銑削加工技術普遍存在如下等較多的錯誤觀念:
高速銑削加工技術只是一臺配了高轉速主軸的銑床
主軸轉速越高,加工速度就越快
高速銑床是一種新的科技,只是為了取代一般的傳統銑床
20,000 轉的主軸已足夠模具生產之需求
高速銑削只是軸向服務器加大加快
高速銑削只能加工電極
………
事實上,高速銑削是一種新的技術與應用哲學:
要想要發揮出高速切削的效能,就必須個個環節的緊密配合,如果有其中一個環節搭配不佳,將無法發揮高速切削的效能。
高速的刀桿與刀具
高速的主軸
高動力的XYZ軸
高速的CNC控制器
高速的程序策略
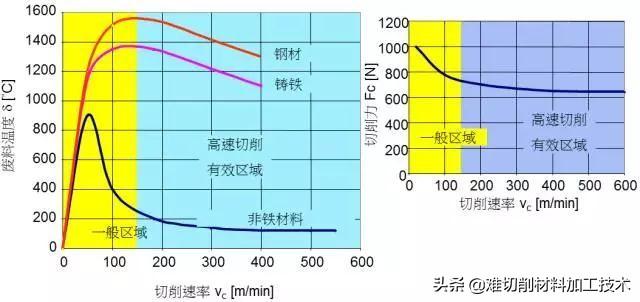
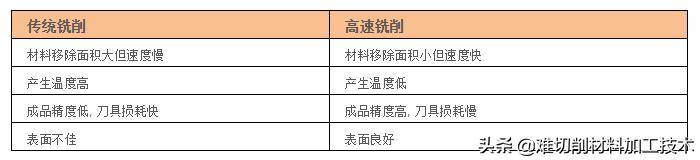
高速切削時的情況
隨著轉速增加到一定程度時,則刀具的溫度和切削力反而會逐漸下降。這種現象被用在了高速銑削技術中。
高速切削是制造技術中引人注目的一項技術,其應用面廣。高速切削的關鍵技術包括:
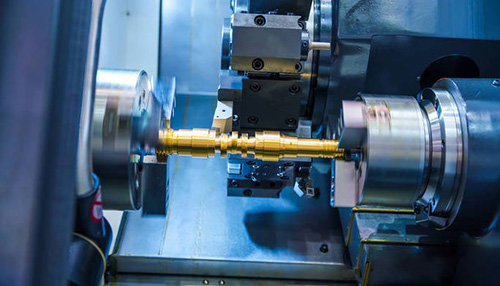
??1. 高速切削機床技術
??高速機床是實現高速加工的前提和基本條件,高速機床技術簡介如下。
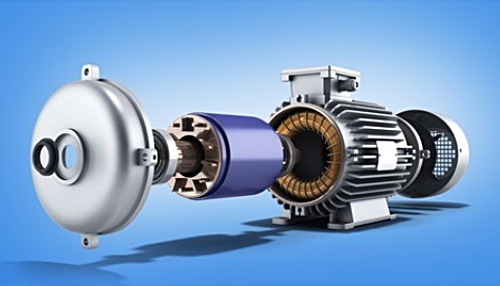
??(1)高速主軸單元
??高速主軸單元包括動力源、主軸、軸承和機架四個主要部分,是高速加工機床的核心部件。在很大程度上決定了機床所能達到的切削速度、加工精度和應用范 圍。高速主軸單元的性能取決于主軸的設計方法、材料、結構、軸承、潤滑冷卻、動平衡、噪聲等多項相關技術,其中一些技術又是相互制約的,包括高轉速和高剛 度的矛盾、高速度和大轉矩的矛盾等等。
??因此,提高主軸轉速和精度是一項很困難的工作,設計和制造高速主軸必須綜合考慮滿足多方面的技術要求。高速主軸一般做成電主軸的結構形式,其關鍵技術包括高速主軸軸承、無外殼主軸電動機及其控制模塊、潤滑冷卻系統、主軸刀柄接口和刀具夾緊方式以及刀具動平衡等等。
??(2)高速進給系統
??進給系統的高速性也是評價高速機床性能的重要指標之一,不僅對提高生產率有重要意義,而且也是維持高速加工刀具正常工作的必要條件。對高速進給系統的要求不僅僅能夠達到高速運動,而且要求瞬時達到高速、瞬時準停等,所以要求具有很大的加速度以及很高的定位精度。
??高速進給系統包括進給伺服驅動技術、滾動元件導向技術、高速測量與反饋控制技術和其他周邊技術,如冷卻和潤滑、防塵、防切屑、降噪及安全技術等。
??目前常用的高速進給系統有三種主要的驅動方式:高速滾珠絲杠、直線電動機和虛擬軸機構。和高速進給系統相關聯的還有工作臺(拖板)、導軌的設計制造技術等等。
??(3)CNC 控制系統
??相對而言,現有的控制系統對超高速機床所需的進給率來說是顯得太慢了,超高速機床要求其CNC 系統的數據處理時間要快得多,高的進給速率要求CNC 系統有很高的內部數據處理速率,而且還應有較大的程序存儲量。CNC 控制系統的關鍵技術主要包括快速處理刀具軌跡、預先前饋控制、反應的伺服系統等。
??(4)床身、立柱和工作臺
??高速機床設計的另一個關鍵點,是如何在降低運動部件慣量的同時,保持基礎支承部件高的靜剛度、動剛度和熱剛度。通過計算機輔助工程的方法用有限元法和 優化設計,能獲得減輕重量、提高剛度的床身、立柱和工作臺結構。為獲得較好的動態性能,有些高速機床床身由聚合物混凝土材料制成。
??(5)切屑處理和冷卻系統
??高速切削過程會產生大量的切屑,單位時間內高的切屑切除量需要高效的切屑處理和清除裝置。高壓大流量的切削液不但可以冷卻機床的加工區,而且也是一種 行之有效的清理切屑的方法,但它會對環境造成嚴重的污染。切削液的使用并不是對高速切削的任何場合都適用。例如對抗熱沖擊性能差的刀具.在有些情況下,切 削液反而會降低刀具的使用壽命,這時可采用干切削,并用吹氣或吸氣的方法進行清理切屑的工作。
??(6)安全裝置
??機床運動部件的高速運動、大量高速流出的切屑以及高壓噴灑的切削液等等,都要求高速機床要有一個足夠大的密封工作空間。刀具破損時的安全防護尤為重 要,工作室的倉壁一定要能吸收噴射部分的能量。此外防護裝置必須有靈活的控制系統,以保證操作人員在不直接接觸切削區的情況下的操作安全。
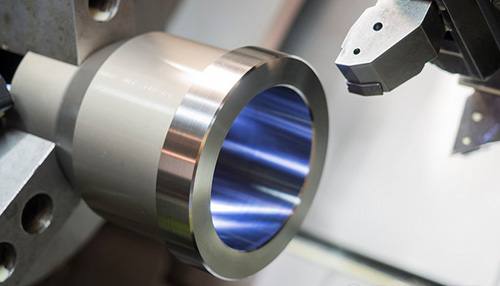
??2. 高速切削刀具
??高速切削刀具技術是實現高速加工的關鍵技術之一。生產實踐證明,阻礙切削速度提高的關鍵因素是切削刀具是否能承受越來越高的切削溫度。高速切削刀具與 普通加工的刀具有很大不同。目前,在高速切削中使用的刀具有硬質合金、聚晶金剛石(PCD)、聚晶立方氮化硼(PCBN)、陶瓷等材料。
??3. 高速切削的工藝技術
??高速切削的工藝技術也是成功進行高速加工的關鍵技術之一。切削方法選擇不當,會使刀具加劇磨損,完全達不到高速加工的目的。高速切削的工藝技術包括切削方法和切削參數的選擇優化,對各種不同材料的切削方法、刀具材料和刀具幾何參數的選擇等。
??(1)切削方法和切削參數的選擇與優化
??在高速切削中,必須對切削方法和切削參數進行優化選擇。其中包括優化切削刀具控制,如刀具接近工件的方向、接近的角度、移動的方向和切削過程(順銑還是逆銑)等。
??(2)對各種不同材料的切削方法
??切削鋁、銅等輕合金,與切削鋼和鑄鐵以及切削難加工合金鋼,由于切削機理不同,除了刀具材料和刀具幾何參數的選擇外,在切削過程中還要采取不同的切削策略才能得到較好的切削效果。根據不同加工材料來研究高速切削工藝方法,也是高速切削工藝技術研究的重要內容之一。
??(3)刀具材料和刀具幾何參數的選擇
??在研究高速切削工藝技術中,切削方法和技術必須緊密結合刀具材料和刀具幾何參數的選擇綜合進行。 高速切削工藝技術研究是一項很有意義的工作。實踐證明,如果只有高速機床和刀具而沒有良好的工藝技術作指導,昂貴的高速加工設備也不能充分發揮作用。高速 切削的工藝技術和傳統的工藝方法有很大差別,至今還遠不如傳統工藝方法那樣成熟和普及。這一點是高速機床應用中要特別加以注意的問題。
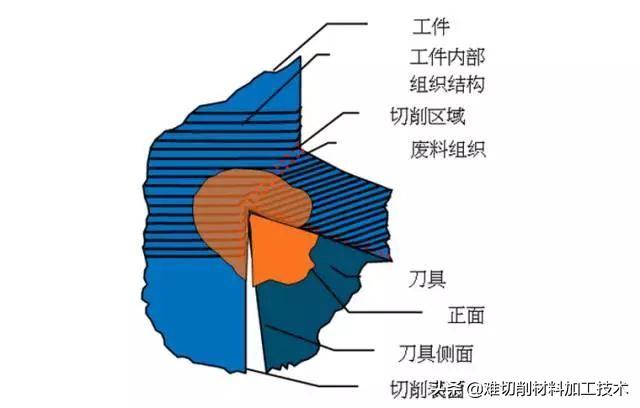
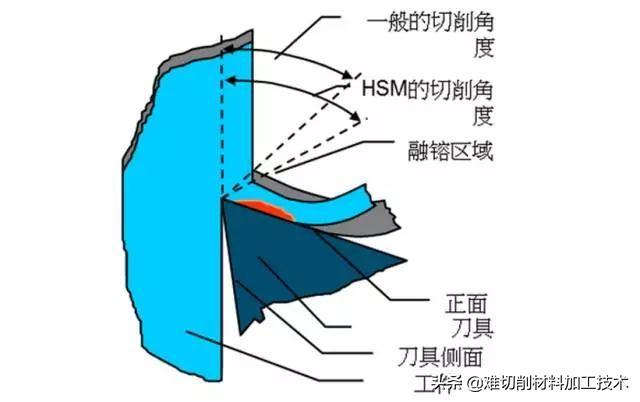
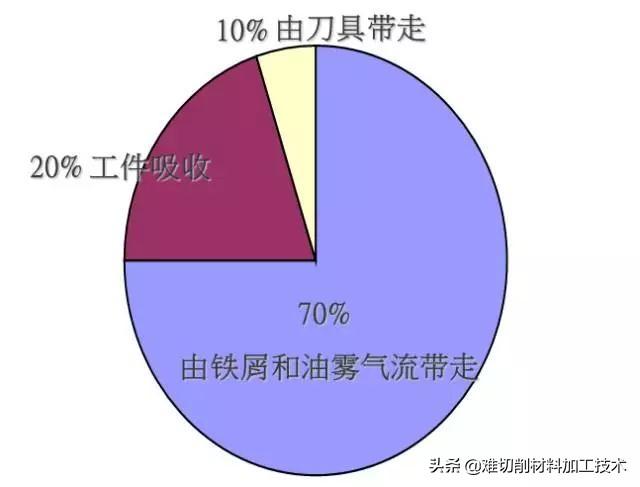
高速切削熱源的分散比率
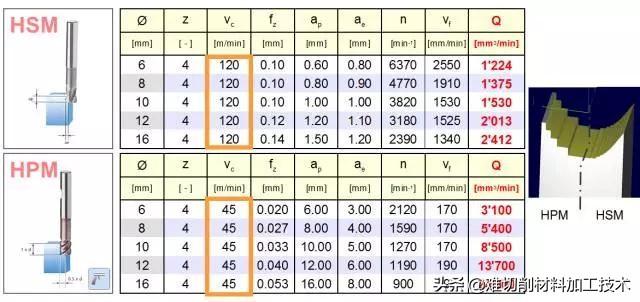
高速銑削(HSM)和高效能銑削(HPM)加工理念
例:粗加工淬硬鋼,材料硬度 >55HRC
高速銑削的應用范圍
1)為了與主軸規格相匹配,保證加工的穩定性和安全起見,刀具直徑不超過16mm(HSK-E40)。
2)與傳統銑削相比,高速銑削的切削去除率相對比較小,對于小零件和模具加工應用非常適合。
3)可應用于薄片加工、微細加工等等新的加工應用。
4)是軟材或超硬材料的新理念加工工法。
例: 鋁件,壁厚為0.5mm,如果沒有高速銑削技術該零件可能無法生產。

1. 高速配合的刀桿與刀具
實際上,并不是機器在做切削,而是刀具!刀具就像汽車的輪胎,是汽車中唯一接觸地面的零件。在賽車中良好與合適的輪胎是致勝的關鍵,刀具的選擇及加工條件可以依照刀具商所提供的資料, 但使用者仍需依實際加工情況予以調整。
選擇刀具的標準:
直徑(根據工件幾何尺寸、精度)
類型(粗加工、精加工、開槽、3D輪廓、邊緣加工…)
形狀(球刀、圓鼻刀、多刃銑刀 ..)
材料(高速鋼、硬質合金、金屬陶瓷、金剛石、立方氮化硼CBN)
刀具涂層 (TiN、TiCN、TiAlN …)
品質(徑向跳動,形狀精度, 動平衡, 剛性)
2. 高速主軸
實際上,高速的主軸就像F1賽車內的引擎高轉速與高動力。
主軸大略可分為兩種規格:
1)有軸承的=> 高扭力,目前最高速度能達到5.4萬轉。
2)無軸承的(氣體帶動)=>低扭力,但轉速非常快(>100krpm) 。
高扭力容許較大材料的切削,使用較大的刀具與較硬的材料。高轉速容許較快的切削速率與達到HSM的效果。
3. 高動態性能的各軸
實際上,機器本身的床臺結構就好比車子的底盤,強壯安全的吸收沖擊與震動。
傳統的硬軌可以通過機臺上的調整來獲得較佳的精度,但是它無法達到線性滑軌所能達到的高速加工。高速的各軸及堅固的床身結構,加速度是關鍵因素,高加速度的各軸減少時間上的浪費,更好的切削表面,刀具磨損低。
4.高速銑削控制器CNC
實際上,控制器如同駕駛員,它的操作技能決定了賽車的勝負它需要有前瞻性、靈敏度和快速的反應能力。
5. 高速銑削的CAM加工策略
實際上,有許多條路可以從一點到達下一個點,可是所有的路徑都會在速度,表面等產生不同的效果。
以上就是100唯爾(100vr.com)小編為您介紹的關于機械制造的知識技巧了,學習以上的高速銑削加工技術的應用認識,高速銑削的關鍵技術有哪些?你都了解嗎?知識,對于機械制造的幫助都是非常大的,這也是新手學習機械制造所需要注意的地方。如果使用100唯爾還有什么問題可以點擊右側人工服務,我們會有專業的人士來為您解答。
本站在轉載文章時均注明來源出處,轉載目的在于傳遞更多信息,未用于商業用途。如因本站的文章、圖片等在內容、版權或其它方面存在問題或異議,請與本站聯系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問上一篇: 平面連桿機構,四桿機構有哪些類型?一文詳細介紹,值得收藏
下一篇: SMT電子廠生產車間高效現場管理
機械制造課程推薦














機械制造熱門資料


機械制造技術文檔


推薦閱讀




















